碳化硅加熱元件
網址:http://www.dil0.com 添加時間:2019-08-16
專利名稱:碳化硅加熱元件的制作方法
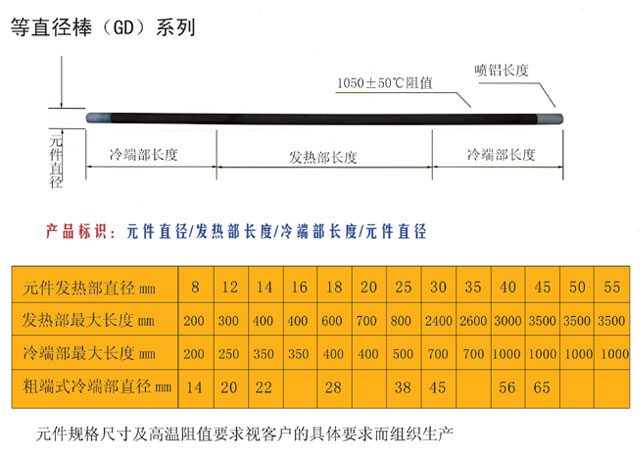
傳統上,碳化硅加熱元件被制成直徑通常在3毫米和110毫米之間的實心棒或圓柱形管。還有可能是其它截面形狀,例如正方形或矩形管,但是并未被普遍使用。
由于比實心元件使用更少的碳化硅,因此制造具有管狀截面的元件更經濟,并且在工業用爐中使用的絕大多數碳化硅元件的特征在于管狀構造。
碳化硅爐用加熱元件應該不同于設計用以產生熱量快速增加和減少從而點燃可燃材料的電點火器。點火器需要比較小以提供這種快速加熱和冷卻。爐用加熱元件需要提供高溫和長時間的電熱(例如多年處于一定溫度)。由此爐用加熱元件和電點火器的設計標準是非常不同的。
各種輻射加熱元件的功率利用率是其輻射表面積的函數,并且任何給定元件類型的可輸出功率通常表示為每平方厘米該輻射表面上的瓦特數。
對于管狀碳化硅元件來說,僅外表面區域被視為有效的輻射表面,這是因為從管的內表面到環境之間沒有輻射熱傳遞。
碳化硅是一種相對昂貴的陶瓷材料,特別是對于在制造高溫電加熱元件過程中所使用等級的碳化硅來說尤其昂貴,因此使用更少的原料將會具有明顯的成本效益。
申請人已經意識到若有效輻射表面積與加熱元件的橫截面積之間的比值增大,那么具有相似橫截面積的元件與常規管狀或實心元件相比可能會提供附加的功率,或者另一種可選方式是,由更小更輕的元件產生相似的功率,同時使用質量更小的碳化硅。
因此,本發明提供一種條形碳化硅爐用加熱元件。
所述加熱元件優選是非空心的。
所述加熱元件的橫截面縱橫比優選大于3∶1,更優選大于5∶1,還優選大于10∶1。
術語縱橫比意味著所述條的寬度與厚度的比值。
通過下面的示例性描述并結合附圖,本發明的其它特征將更加明確,其中
圖1示出了常規管狀加熱元件的橫截面;圖2示出了打開以形成根據本發明的條形元件的管狀元件;圖3示出了根據本發明的U形三件式加熱元件;圖4示出了根據本發明的U形一件式加熱元件;圖5示出了根據本發明的正弦形加熱元件;和圖6示出了根據本發明的彎曲的條形元件的橫截面。
在圖1中,常規管狀加熱元件1具有直徑D和壁厚W。能夠輻射的表面積由元件的周長πD所限定。管材的橫截面面積接近等于πDW。
在圖2中,圖中示出管被打開以形成長度為πD和厚度為W的條2。再一次,管材的橫截面面積接近等于πDW,但是能夠輻射的表面積由元件的周長2π(D+W)給出。打開所述管使輻射表面積有效加倍,同時材料的橫截面面積不變。
另外,管1的總面積為πD2/4,而條2的總面積為πDW。因此,所述條與所述管的面積比為4W/D。對于直徑為40毫米且壁厚為5毫米的管來說,這將會造成條與管的總面積的比值為0.5。通過減小元件的總面積,可考慮爐壁上更小的孔。
加熱部分可以是平的,但是對于許多應用而言,預期加熱部分將彎曲一次或多次,特別是彎出所述條的平面,從而適于安裝在多種類型的設備中,特別是適于安裝在間接電阻爐中。
圖3和圖4示出了加熱部分的一種可能的形狀(U形)。在圖3中,三件式加熱元件包括提供高電阻率熱區的結構單一的U形條3,所述U形條與常規形狀的低電阻‘冷端’4,5相連接,其中冷端的電阻率低于加熱部分的電阻率和/或具有更大的橫截面積。終端6,7用于與電源進行電連接。
圖4示出了包括結構單一的U形條的一件式加熱元件,所述U形條具有限定出高電阻率熱區的U形主體8和限定出低電阻冷端9,10和終端11,12的腿部。按照這種方式調整碳化硅以提供具有不同電阻率的區域是一種以公知的技術。
可以設想其它形狀的元件,其中一個或者更多的加熱部分可成形具有多于一個彎曲部分,以便與要安裝所述元件的設備的形狀相一致和/或提供與單相或三相電源的便利的連接。例如,能夠容易地制造出W形元件。對于三相加熱元件而言,三個條可連接在一起以形成星形或其它構造。
在圖5中,大體呈U形的元件13包括直腿部14和正弦腿部15,對于給定長度的元件來說,其提供了比由具有兩個直腿部的元件所提供的輻射表面更大的輻射表面。
在圖6中,條16至少其長度的一部分是彎曲的,而非平直的,以便沿其長度提供附加剛度。在條彎曲形成U形的地方,所述條在彎曲部位優選不是彎的,而僅是直的。
大體上呈U形的碳化硅元件是已公知的,并且以前使用管狀或實心圓柱形加熱部分進行制造。彎曲部可通過在具有U形形狀的鑄模中進行鑄造例如粉漿澆注(slip casting)而成形,但是粉漿澆注不是優選的,并且是一種成本相對較高的碳化硅加熱元件的制造方法。
鑄造技術對在制造過程中能夠便利地使用的碳化硅材料的顆粒尺寸有所限制,并且在原料需要粗晶粒的情況下,鑄造不是一種實用的制造方法。同樣,在制造高密度的加熱元件時,反應結合的原料等級再一次使得粉漿澆注不是優選的工藝路線,這是因為鑄造原料或粉漿中必須含有碳化硅和碳,并且以受控或可重復的方式鑄造這些主體不是很容易。
在要求批量生產碳化硅元件的情況下,制造方法優選為擠出成形,在該過程中,碳化硅晶粒或者碳化硅和碳的混合物與粘結劑和增塑劑進行混合,使得它們能夠通過適當的塑模或者塑模與銷套件而被擠出,其中空心部分是要進行制造的。[有可能存在所述條空心而是有利的應用(需要更少的材料,重量更輕,三件式易于進行粘結,熱沖擊潛力小)并且本發明預期空心條]。擠出成形是一種精密受控且可重復的工藝,適于批量生產高品質碳化硅電加熱元件。
由于擠出原料必須是塑料,為了實施擠出成形,通過在已進行擠出之后,但在干燥和升火(firing)之前進行彎曲或成形,有可能改變擠出原料的形狀。對于彎曲或成形通常能夠制造出碳化硅元件的常規棒或管已有所考慮,但是在該過程中存在一個主要的缺點即彎曲成形使得彎曲部的外周的長度加長,且同時縮短了內周的長度。因此,彎曲部外側的材料受到拉伸,其密度下降,并且表面內側的材料受到壓縮,由此使密度增大或使原料產生折皺。
由于大體上呈薄片狀的加熱部分,因此橫截面的厚度可以相當小,由此使得彎曲部的內外周的長度之間的差最小化,并且由此使得材料密度的變化最小化,防止擠出材料產生扭曲或破裂。有利的是,通過僅彎出所述條的平面(且不是在所述條的平面內進行彎曲),可使擠出材料產生扭曲或破裂的風險最小化。
為試驗目的,申請人已采用擠出成形法制造出具有厚度為5毫米寬度為45毫米(縱橫比9∶1)的橫截面以及具有厚度為3毫米寬度為36毫米(縱橫比12∶1)的橫截面的碳化硅加熱元件。
一旦成形,所述條形元件可進行各種標準的碳化硅加熱元件處理步驟,例如浸漬、上釉、端子的金屬化。
在本發明中,提供了一種比常規管狀元件具有更高的輻射表面積與體積比值的條形碳化硅加熱元件。
權利要求
1.一種條形碳化硅爐用加熱元件。
2.根據權利要求1所述的爐用加熱元件,其中所述元件不是空心的。
3.根據權利要求1或權利要求2所述的爐用加熱元件,其中所述截面的縱橫比大于3∶1。
4.根據權利要求3所述的爐用加熱元件,其中所述截面的縱橫比大于5∶1。
5.根據權利要求4所述的爐用加熱元件,其中所述截面的縱橫比大于10∶1。
6.根據權利要求1-5中任一項所述的爐用加熱元件,其中所述元件包括非條形的冷端。
7.根據權利要求1-5中任一項所述的爐用加熱元件,其中所述條的一些部分具有更低的電阻率并且形成冷端。
8.根據權利要求1-7中任一項所述的爐用加熱元件,其中所述條彎出所述條的平面。
9.根據權利要求1-8中任一項所述的爐用加熱元件,其中所述條形元件大體上呈U形。
10.根據權利要求1-9中任一項所述的爐用加熱元件,其中所述條的橫截面在至少其部分長度上是彎曲的。
11.根據權利要求1-10中任一項所述的爐用加熱元件,其中所述加熱部分包括再結晶自結合的碳化硅原料。
12.根據權利要求1-10中任一項所述的爐用加熱元件,其中所述加熱元件包括反應結合或反應燒結的碳化硅。
13.一種制造根據權利要求1-12中任一項所述的爐用加熱元件的方法,其中所述條形預制件通過擠出成形進行制造,并且在擠出成形后彎曲成形。
14.根據權利要求13所述的方法,其中所述冷端與加熱部分分開進行制造,隨后將冷端連接到加熱部分上。
15.根據權利要求13所述的方法,其中所述冷端與所述元件一體成形。
16.根據權利要求13-15中任一項所述的方法,其中所述加熱部分進行再結晶,以形成自結合的碳化硅原料。
17.根據權利要求13-15中任一項所述的方法,其中擠出的預制件的原料使得最終產品中包括反應結合或反應燒結的碳化硅。
傳統上,碳化硅加熱元件被制成直徑通常在3毫米和110毫米之間的實心棒或圓柱形管。還有可能是其它截面形狀,例如正方形或矩形管,但是并未被普遍使用。
由于比實心元件使用更少的碳化硅,因此制造具有管狀截面的元件更經濟,并且在工業用爐中使用的絕大多數碳化硅元件的特征在于管狀構造。
碳化硅爐用加熱元件應該不同于設計用以產生熱量快速增加和減少從而點燃可燃材料的電點火器。點火器需要比較小以提供這種快速加熱和冷卻。爐用加熱元件需要提供高溫和長時間的電熱(例如多年處于一定溫度)。由此爐用加熱元件和電點火器的設計標準是非常不同的。
各種輻射加熱元件的功率利用率是其輻射表面積的函數,并且任何給定元件類型的可輸出功率通常表示為每平方厘米該輻射表面上的瓦特數。
對于管狀碳化硅元件來說,僅外表面區域被視為有效的輻射表面,這是因為從管的內表面到環境之間沒有輻射熱傳遞。
碳化硅是一種相對昂貴的陶瓷材料,特別是對于在制造高溫電加熱元件過程中所使用等級的碳化硅來說尤其昂貴,因此使用更少的原料將會具有明顯的成本效益。
申請人已經意識到若有效輻射表面積與加熱元件的橫截面積之間的比值增大,那么具有相似橫截面積的元件與常規管狀或實心元件相比可能會提供附加的功率,或者另一種可選方式是,由更小更輕的元件產生相似的功率,同時使用質量更小的碳化硅。
因此,本發明提供一種條形碳化硅爐用加熱元件。
所述加熱元件優選是非空心的。
所述加熱元件的橫截面縱橫比優選大于3∶1,更優選大于5∶1,還優選大于10∶1。
術語縱橫比意味著所述條的寬度與厚度的比值。
通過下面的示例性描述并結合附圖,本發明的其它特征將更加明確,其中
圖1示出了常規管狀加熱元件的橫截面;圖2示出了打開以形成根據本發明的條形元件的管狀元件;圖3示出了根據本發明的U形三件式加熱元件;圖4示出了根據本發明的U形一件式加熱元件;圖5示出了根據本發明的正弦形加熱元件;和圖6示出了根據本發明的彎曲的條形元件的橫截面。
在圖1中,常規管狀加熱元件1具有直徑D和壁厚W。能夠輻射的表面積由元件的周長πD所限定。管材的橫截面面積接近等于πDW。
在圖2中,圖中示出管被打開以形成長度為πD和厚度為W的條2。再一次,管材的橫截面面積接近等于πDW,但是能夠輻射的表面積由元件的周長2π(D+W)給出。打開所述管使輻射表面積有效加倍,同時材料的橫截面面積不變。
另外,管1的總面積為πD2/4,而條2的總面積為πDW。因此,所述條與所述管的面積比為4W/D。對于直徑為40毫米且壁厚為5毫米的管來說,這將會造成條與管的總面積的比值為0.5。通過減小元件的總面積,可考慮爐壁上更小的孔。
加熱部分可以是平的,但是對于許多應用而言,預期加熱部分將彎曲一次或多次,特別是彎出所述條的平面,從而適于安裝在多種類型的設備中,特別是適于安裝在間接電阻爐中。
圖3和圖4示出了加熱部分的一種可能的形狀(U形)。在圖3中,三件式加熱元件包括提供高電阻率熱區的結構單一的U形條3,所述U形條與常規形狀的低電阻‘冷端’4,5相連接,其中冷端的電阻率低于加熱部分的電阻率和/或具有更大的橫截面積。終端6,7用于與電源進行電連接。
圖4示出了包括結構單一的U形條的一件式加熱元件,所述U形條具有限定出高電阻率熱區的U形主體8和限定出低電阻冷端9,10和終端11,12的腿部。按照這種方式調整碳化硅以提供具有不同電阻率的區域是一種以公知的技術。
可以設想其它形狀的元件,其中一個或者更多的加熱部分可成形具有多于一個彎曲部分,以便與要安裝所述元件的設備的形狀相一致和/或提供與單相或三相電源的便利的連接。例如,能夠容易地制造出W形元件。對于三相加熱元件而言,三個條可連接在一起以形成星形或其它構造。
在圖5中,大體呈U形的元件13包括直腿部14和正弦腿部15,對于給定長度的元件來說,其提供了比由具有兩個直腿部的元件所提供的輻射表面更大的輻射表面。
在圖6中,條16至少其長度的一部分是彎曲的,而非平直的,以便沿其長度提供附加剛度。在條彎曲形成U形的地方,所述條在彎曲部位優選不是彎的,而僅是直的。
大體上呈U形的碳化硅元件是已公知的,并且以前使用管狀或實心圓柱形加熱部分進行制造。彎曲部可通過在具有U形形狀的鑄模中進行鑄造例如粉漿澆注(slip casting)而成形,但是粉漿澆注不是優選的,并且是一種成本相對較高的碳化硅加熱元件的制造方法。
鑄造技術對在制造過程中能夠便利地使用的碳化硅材料的顆粒尺寸有所限制,并且在原料需要粗晶粒的情況下,鑄造不是一種實用的制造方法。同樣,在制造高密度的加熱元件時,反應結合的原料等級再一次使得粉漿澆注不是優選的工藝路線,這是因為鑄造原料或粉漿中必須含有碳化硅和碳,并且以受控或可重復的方式鑄造這些主體不是很容易。
在要求批量生產碳化硅元件的情況下,制造方法優選為擠出成形,在該過程中,碳化硅晶粒或者碳化硅和碳的混合物與粘結劑和增塑劑進行混合,使得它們能夠通過適當的塑模或者塑模與銷套件而被擠出,其中空心部分是要進行制造的。[有可能存在所述條空心而是有利的應用(需要更少的材料,重量更輕,三件式易于進行粘結,熱沖擊潛力小)并且本發明預期空心條]。擠出成形是一種精密受控且可重復的工藝,適于批量生產高品質碳化硅電加熱元件。
由于擠出原料必須是塑料,為了實施擠出成形,通過在已進行擠出之后,但在干燥和升火(firing)之前進行彎曲或成形,有可能改變擠出原料的形狀。對于彎曲或成形通常能夠制造出碳化硅元件的常規棒或管已有所考慮,但是在該過程中存在一個主要的缺點即彎曲成形使得彎曲部的外周的長度加長,且同時縮短了內周的長度。因此,彎曲部外側的材料受到拉伸,其密度下降,并且表面內側的材料受到壓縮,由此使密度增大或使原料產生折皺。
由于大體上呈薄片狀的加熱部分,因此橫截面的厚度可以相當小,由此使得彎曲部的內外周的長度之間的差最小化,并且由此使得材料密度的變化最小化,防止擠出材料產生扭曲或破裂。有利的是,通過僅彎出所述條的平面(且不是在所述條的平面內進行彎曲),可使擠出材料產生扭曲或破裂的風險最小化。
為試驗目的,申請人已采用擠出成形法制造出具有厚度為5毫米寬度為45毫米(縱橫比9∶1)的橫截面以及具有厚度為3毫米寬度為36毫米(縱橫比12∶1)的橫截面的碳化硅加熱元件。
一旦成形,所述條形元件可進行各種標準的碳化硅加熱元件處理步驟,例如浸漬、上釉、端子的金屬化。
在本發明中,提供了一種比常規管狀元件具有更高的輻射表面積與體積比值的條形碳化硅加熱元件。
權利要求
1.一種條形碳化硅爐用加熱元件。
2.根據權利要求1所述的爐用加熱元件,其中所述元件不是空心的。
3.根據權利要求1或權利要求2所述的爐用加熱元件,其中所述截面的縱橫比大于3∶1。
4.根據權利要求3所述的爐用加熱元件,其中所述截面的縱橫比大于5∶1。
5.根據權利要求4所述的爐用加熱元件,其中所述截面的縱橫比大于10∶1。
6.根據權利要求1-5中任一項所述的爐用加熱元件,其中所述元件包括非條形的冷端。
7.根據權利要求1-5中任一項所述的爐用加熱元件,其中所述條的一些部分具有更低的電阻率并且形成冷端。
8.根據權利要求1-7中任一項所述的爐用加熱元件,其中所述條彎出所述條的平面。
9.根據權利要求1-8中任一項所述的爐用加熱元件,其中所述條形元件大體上呈U形。
10.根據權利要求1-9中任一項所述的爐用加熱元件,其中所述條的橫截面在至少其部分長度上是彎曲的。
11.根據權利要求1-10中任一項所述的爐用加熱元件,其中所述加熱部分包括再結晶自結合的碳化硅原料。
12.根據權利要求1-10中任一項所述的爐用加熱元件,其中所述加熱元件包括反應結合或反應燒結的碳化硅。
13.一種制造根據權利要求1-12中任一項所述的爐用加熱元件的方法,其中所述條形預制件通過擠出成形進行制造,并且在擠出成形后彎曲成形。
14.根據權利要求13所述的方法,其中所述冷端與加熱部分分開進行制造,隨后將冷端連接到加熱部分上。
15.根據權利要求13所述的方法,其中所述冷端與所述元件一體成形。
16.根據權利要求13-15中任一項所述的方法,其中所述加熱部分進行再結晶,以形成自結合的碳化硅原料。
17.根據權利要求13-15中任一項所述的方法,其中擠出的預制件的原料使得最終產品中包括反應結合或反應燒結的碳化硅。
上一篇:硅鉬棒安裝使用